



 [第1年] 指数:1
[第1年] 指数:1
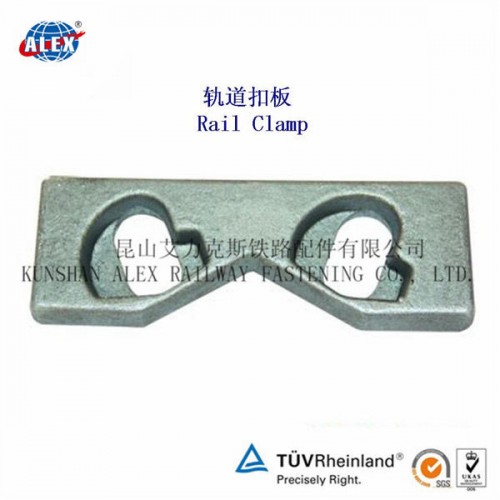
江门铁路压板,钢轨压板制造工厂
DTI型扣件全弹性分开式。弹性扣板,六边形轨距块,调距量+8、12mm,高低调整量为-5+10。沟槽垫板,8mm塑料垫板。预埋尼龙套管。67年在京广线易家湾隧道试铺,北京地铁二期工程均采用。DTⅢ型扣件,全弹性分开式,二阶减振。适用于整体道床一般减振地段。B型弹条。轨距垫调整轨距。圆柱型粒子橡胶垫板。预埋尼龙套管。扣件静刚度21kN/mm,较DTI型扣件加速度减少5-10dB。北京地铁复八线、上海地铁一号线铺设。DTⅥ型扣件全弹性分开式。类似潘得路扣件。扣压件为,φ18弹簧钢弹条,弹程l0.5mm。轨下和铁垫板下分设10、16mm圆柱型粒子橡胶垫板。轨距调整量+14mm、22mm。为青岛、沈阳和上海地铁二号线而新研究设计。DTⅦ 型扣件半弹性分开式。ω掸条。无挡肩,轨距调整量+8、-12,高低可调-5、+30。我国设计,伊朗德黑兰地铁枕式整体道床用。
德国的高速铁路技术储备不亚于法国,1988年他们电力牵引的行车试验速度突破每小时400公里大关,达到406.9公里。但是德国的实用性高速铁路直到20世纪90年代初才开始修建。目前已建成总长约2620公里的高速运输走廊。德国高速铁路技术特点,客货混跑对高速铁路线路的要求更高,三相交流传动技术,计算机控制的机车牵引与列车制动技术,轻型车体构造,列车自诊断技术,统一调度指挥,无渣轨道技术。

混凝土支承层浅表层损害修复,所有松散的混凝土部分必须去除掉(用铁锤、钢丝刷或无油空气喷嘴)保证缺陷的表面必须被清扫干净和适当的润湿。选择粘结层材料涂刷在表面,之后立即用各自的修复用砂浆填入缺陷的孔洞中。如果是需要修复的孔洞较小,它可以选择灌浆化合物和浮筒。在修复工作完成后要保证适当的必要的愈合时间并应采取一定保护措施以确保能达到所要求的修复质量(这将依据所使用的材料)。例如使用PCC砂浆的环境温度超过5℃时需采取适当的蒸发保护措施。

normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司生产国内外标准各种轨道扣板压板,主要是模锻生产工艺和铸造生产工艺两种。根据客户不同的要求定制生产。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯的扣板扣件生产非常注重质量控制和管理。我们的扣板扣件生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的扣板扣件产品品质,达到客户的要求。
normal style="MARGIN: 0cm 0cm 0pt; TEXT-INDENT: 21pt; mso-char-indent-count: 2.0">昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
normal style="MARGIN: 0cm 0cm 0pt">1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
normal style="MARGIN: 0cm 0cm 0pt">2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
normal style="MARGIN: 0cm 0cm 0pt">3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
normal style="MARGIN: 0cm 0cm 0pt">4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
normal style="TEXT-ALIGN: left; MARGIN: 0cm 0cm 0pt; LINE-HEIGHT: 15.6pt; mso-pagination: widow-orphan; mso-margin-top-alt: auto; mso-margin-bottom-alt: auto" align=left>

轨道上山综采轨道铺设标准,一、扣件必须齐全、牢固并与轨型相符,使用标准鱼尾螺栓,轨枕螺栓及鱼尾螺栓必须使用弹簧垫,轨道接头的间隙不得大于5mm,高低和左右错差不得大于2mm。二、直线段2条钢轨顶面的高低差,以及曲线段外轨按设计加高后与内轨顶面的高低偏差(5m为45mm、10m为25mm、15m为15mm)。三、直线段和加宽后的曲线段轨距上偏差为+5mm,下偏差为-2mm。四、在曲线段内应设置轨距拉杆。五、轨枕的规格及数量应符合标准要求,直线段轨枕间距为700mm,偏差为±50mm;曲线段适当加密,道渣的粒度及铺设厚度应符合标准要求,轨枕下应捣实,对道床应经常清理,应无杂物、无浮煤、无积水。六、同一线路必须使用同一型号钢轨,道岔的钢轨型号不得低于线路的钢轨型号。七、两条钢轨的接头必须对齐,接头两边各铺一根轨枕,轨枕中心距轨头200mm。八、曲线应根据道岔尺寸要求,可适当增大,但不允许小于要求尺寸。九、车场双轨道中心距离不小于1200mm。十、道岔安装处道木应按中心距400mm考虑,岔尖及尖轨处应采用长木道木。十一、两种轨道连接必须使用异形夹板。 十二、道轨按600mm轨距铺设,直线段偏差不大于10mm,曲线段轨距不大于620mm。十三、上、下变坡点曲线半径最小不能低于9m。十四、轨道采用22kg/m。综采切眼上口及切眼内轨道采用木轨枕铺设。木轨枕标准: 截面:宽不小于140mm,厚不小于120mm,长度不小于1200mm,道叉采用标准道叉。道木采用长2400mm道木。其它地方采用水泥轨枕。

弹簧制造工艺,冷成形,(1)冷成形工艺一次性自动化才能。冷成形机已开展到12爪。在(0.3~14)mm范围内的钢丝,在8爪成形机能一次成形。成形工艺设备的开展方向:①进步成形速度,主要开展趋向是进步设备的成形速度,即消费效率;②经过进步设备零件的精细性和强化热处置效果来进步设备耐久性;③增加长度传感器和激光测距仪,给CNC成形机停止自动闭环控制制造过程。(2)冷成形工艺范围才能。大线径弹簧卷簧机,最大规格可达 20mm, =2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。热成形,(1)热成形工艺速度才能。我国在 (9~25)mm规格上的成形仅有CNC2轴热卷簧机,最大速度每分钟17件。与兴旺国度相比之下差距较大。(2)大弹簧热成形工艺控制才能。由于仅有CNC2轴热卷簧机,因而外形控制少三个方向作用,精度差;而且都无自动棒料旋转控制和调整机构,所以热卷弹簧成形工艺程度和才能较低。因此弹簧的精度程度和外表氧化脱碳程度也较低。
江门铁路压板,钢轨压板制造工厂









![]经济型门板专用覆膜机 PVC真空覆膜机 真空覆膜机哪里的好](http://www.maoyigu.com/file/upload/201408/20/wKhQMFHo2SWEcBEwAAAAACmYQ_U133.jpg.thumb.jpg)


