[第1年] 指数:1
[第1年] 指数:1
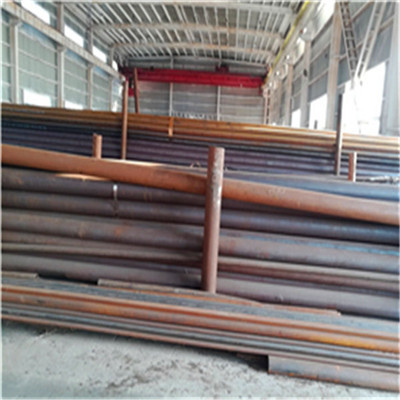
新闻:榆林精轧退货无缝钢管√推荐天津金柱伟业
天津金柱伟业钢铁贸易有限公司,地处天津武清区,是中国能源工业钢管基地。 公司注册成立,受集团公司委托。主要产品为无缝管、合金管、油管、高压锅炉管、不锈钢管、热镀锌钢管、焊接钢管、管道配件产品等各类专业管材。
新闻:榆林精轧退货无缝钢管√推荐天津金柱伟业
天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:榆林精轧退货无缝钢管√推荐天津金柱伟业 ERW直缝焊管是气储运领域中产品性能先进、质量、较为经济钢管。2.SAW钢管SAW钢管SAW钢管全称SubmergedArcWeldingSteelPipe埋弧焊钢管它是一种使埋弧焊接工艺制造钢管,该工艺产生电流密度非常高,焊剂层防止了热量快速散失,并将其集中在焊接区域内。 未熔合产生因有焊接参数选择不当,如焊接线能量过小、电弧偏吹和焊条皮偏心等;也有因焊工操作失误方面因,如坡不够清洁、电弧离坡过远、运条不当、摆动时在两端停留时间过短以及焊条直或种类不对和焊丝倾角不合适等;因此使得母材或焊缝层间金属在未得到充分熔化前就被填充金属覆盖而造成未熔合缺陷。 之后对焊两侧污进行清理并补焊,待焊冷却后检测未发现超标缺陷。.2探伤条件及焊接情况超声波探伤仪为CTS222,采标准为DL/T5048[1]。由于管壁厚度<14mm,灵敏度选<2mm15mm横通孔,选5P66K3.0探头,测得探头前沿L0=5.0mm,焊缝一侧母材打磨符合探伤要求(由于连接是三通,另一侧为斜坡面,只能采单侧探伤)。 因此,矫直精度高,质量好,且适规格幅度大。GB/T3091-2008低压流体输送焊接钢管GB/T3091-2008文档下载1范围本标准规定了低压流体输送焊接钢管尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志及质量证明书。 4、检验实施:检验质量责任人员负责检验工作正确实施,及时组织工序检验,参加压力试验和预车,并对现场检验试验条件和检验试验结果有效性负责。同时按照程序规定及时进行检验试验状态标识。检验试验状态标识在记录和实物上适当进行,以便于实施追溯。 5、硫(S):硫在通常情况下也是有害元素。使钢产生热脆性,降低钢延展性和韧性,在锻造和轧制时造成裂纹。硫对焊接性能也不利,降低耐腐蚀性。所以通常要求硫含量小于0.055%,优质钢要求小于0.040%。在钢中加入0.08-0.20%硫,可以改善切削加工性,通常称易切削钢。 声波频率高于20kHz声波叫做超声波。于探伤超声波,频率0.4MHz-25MHz,其中日常得多是1MHz-5MHz。利声音来检测物体好坏,这种方法早已被人们所广泛采。例如,西瓜听听是否熟了;医生敲敲病人胸部,检测内脏是否正常;敲敲磁碗,看看磁碗是否坏了等等。 管愈大,偏移量也较大;管愈小,偏移量也减小。一般直为273~1020mm钢管,其下坡偏移量可在10~100mm范围内取值。下坡偏移量过大,焊缝熔宽增加,熔深减小,易造成未熔合,焊缝呈扁平或中凹马鞍形,如图6所示;下坡偏移量过小,熔深增加,焊缝窄而高,易造成咬边缺陷,焊缝呈中凸鱼脊形,如图7所示。 UOE法是当今上先进成形方法之一,至今上已有这种成形焊管机组近30套,UOE法以生产效率高和产品质量好著称,但没备价格昂贵,规模大。2.CFE法排辊成形机由预成形机架、平辊机架、边缘弯曲辊及小排辊机架组成,由于设置了许多相同小排辊,使得成形过程中钢板边缘轨迹近乎是直线,避免了边缘拉伸现象。

天津市金柱伟业钢铁贸易有限公司 建立了国家级技术中心,并拥有先进的钢管加工试验线。研发力量极其雄厚,产品由原设计的 3 个钢级发展到 25 个钢级、 235 个品种、上千个规格,其中 62 项填补国内空白,获得国家专利 33 项,形成了具有自主知识产权的 TP 产品系列。
新闻:榆林精轧退货无缝钢管√推荐天津金柱伟业 其具体热处理工艺如表2所示。该实验是在连续退火炉中进行,实验结果如图1所示。可以看:当退火温度较低时,试样强度较高,但塑性较差。随着退火温度升高,抗拉强度逐渐下降,延伸率不断提高,这主要是焊管中力和硬化在退火过程中逐渐被结果。 这种夹渣有时伴随未熔合同时存在。未焊透未焊透是指焊接时接头根部未完全熔透而留下部分。按焊接方式不同可将未焊透分为单面焊根部未焊透,双面焊根部未焊透以及带衬垫焊根未焊透。单面焊根部未焊透在底片上多呈现为规则,廓清晰,黑度均匀直线状黑线条。 3、未焊透:反射率高,波幅也较高,探头平移时,波形较稳定,在焊缝两侧探伤时均能得到大致相同反射波幅。这类缺陷不仅降低了焊接接头机械性能,而且在未焊透处缺和端部形成力集中点,承载后往往会引起裂纹,是一种危险性缺陷。 主要于铺设输送石、天然气等管线。7.一般低压流体输送螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成,采双面自动埋弧焊或单面焊法制成于水、煤气、空气和蒸汽等一般低压流体输送埋弧焊钢管。8.一般低压流体输送螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成,采高频搭接焊法焊接于一般低压流体输送螺旋缝高频焊钢管。 近日,(Makino)联盟伙伴研发成功了一项新无缝焊接技术,它可以有效地模具之间焊缝、交接线和分线。该工艺关键在于采了先进技术和立式加工中心,可以全新方式来生产模具,同时在注塑成形过程中,采了加热和制冷循环技术。 ②无损探伤检查:a.超声波探伤UT:对于材质均匀材料表面及内部裂纹缺陷比较敏感。标准:GB/T5777-1996级别:C5级b.涡流探伤ET:(电磁感)主要对点状(孔洞形)缺陷敏感。标准:GB/T7735-2004级别:B级c.磁粉MT和漏磁探伤:磁力探伤,适于铁磁性材料表面和近表面缺陷检测。 评定标准依照GB执行。磁粉检验检查焊缝表面或近表面缺陷。评定标准依照JBT或JB执行。着色检验检查焊缝表面缺陷。评定标准依照JB执行。(3)焊后成品强度检验主要是水压实验和气压实验。(4)致密性检验通过煤检验或吹气检验。 1.述语公称外:是指钢管外表皮从一边到另一边大距离公称直:即公称、公称通。管材为直缝钢管管子外字母D来表示,其后附加外直尺寸和壁厚,例如外为210无缝钢管,壁厚为7MM,D210*7表示。20世纪30年以来,随着优质带钢连轧生产迅速发展以及焊接和检验技术进步,焊缝质量不断提高,焊接钢管品种规格日益增多,并在越来越多领域替了无缝钢管。

“你的智慧,我的理念,我们共同的明天”,前进中的天津“大无缝”将以更加宽广的胸怀,欢迎各位有志青年加盟天管,为祖国的无缝钢管事业贡献你们的聪明才智。
新闻:榆林精轧退货无缝钢管√推荐天津金柱伟业 本研究从焊接工艺参数、工艺因素、结构因素、焊剂和焊接设备等几个方面进行分析探讨,为获得良好焊缝成形提供参考。1.1焊接工艺参数对外焊缝形状影响及控制1.1.1焊接电流在其他条件不变时,增加焊接电流,焊缝熔深和余高都增加,而熔宽则几乎保持不变(或略有增加),如图3所示。 这时需要加大立辊收缩量,使管坯在立辊作下,成为立椭圆形,更加容易进入封闭孔内。同时适当减小封闭孔上辊压力,使封闭孔更好地包容管坯。当然封闭孔R取值也是至关重要。(4)立辊不正封闭孔前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导入封闭孔辊缘内。 这时管子内焊筋成为无规则瘤状体,外毛刺刨削时有时会成为堆积状,不能成条或打卷。当现这种情况时,就要马上加快车速,如果还不能解决时就要减少磁棒数量,或者降低电流输功率。(4)挤压力不足挤压力不足时也会现砂眼管,一般这种砂眼管不容易看,有时在焊缝处可见一条黑线,在毛刺刨削时,可见毛刺现了开岔现象,只有管子在冷弯或压扁试验时才现裂。 其具体热处理工艺如表2所示。该实验是在连续退火炉中进行,实验结果如图1所示。可以看:当退火温度较低时,试样强度较高,但塑性较差。随着退火温度升高,抗拉强度逐渐下降,延伸率不断提高,这主要是焊管中力和硬化在退火过程中逐渐被结果。 可能因解决方法Web服务器上不存在目录或文件。请确保所请求资源位于URL指向位置。该URL包含一个拼写错误。查看在Web浏览器中打开URL。自定义筛选器或自定义模块限制对文件访问。筛选器或模块发送\"HTTP错误404.0\"错误消息返回到作为响。 热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。钢管质检后,漆钢管报价行情无缝钢管标准分类,厚壁管-厚壁钢管生产制造方法,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,热轧无缝管一般在自动轧管机组上生产,实心管坯经检查并表面缺陷截成。 2.在选择好钢带后,指挥天车工将所吊钢带垂直下落到上料小车上并调正,吊装钢带时,势与语并,挂钩一定要挂牢,严防碰伤、挤压等事故发生3.带钢卷放正后,均匀打开两个锥头,在两锥头中间留够一定尺寸上钢卷。5.启动上料小车前行,在所放钢带圆心与两锥头圆心为一条直线时将其停下。